| Techniques : | |
Flame spray process
Arc spray process
Plasma spray process
Detonation spray process
HVOF spray process (High Velocity Oxygen Fuel)
The cold gas dynamic spray process
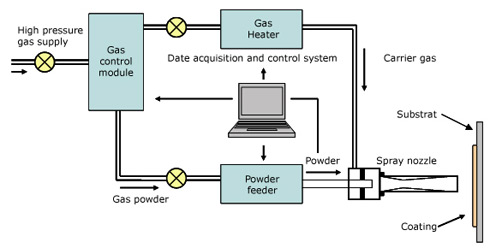
The principle of the cold gas dynamic spray process (CGDSP) is to accelerate a gas to supersonic velocities in a “De Laval” type nozzle.

The powder is injected in the high pressure part of the nozzle (between 10 and 30 bars) and it is sprayed in a non-molten state on the substrate.
At a certain value of impact speed (called the critical speed) specific to each sprayed material, the powder particles bond on the surface upon impact and form a dense coating. Important plastic deformation in the particle is required to get bonding.
The CGDSP allows the deposition of metals, alloys, plastics and composites on a large variety of substrates (metals, ceramics, glasses …) with a thickness of 10µm to 10mm.
The formation of the coating with particles in a solid state eliminates and/or minimises the disadvantages of other thermal spray techniques. Oxidation, evaporation are minimised, melting, crystallisation are not present and residual stresses are compressive.
The major advantage is the low oxygen content in the coating (comparable to the oxygen content of the original powder). Therefore, the coatings present a high thermal and electrical conductivity and the undeposited powder can be reused at 100%.
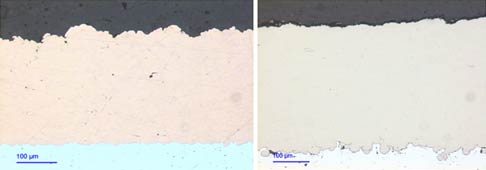
Copper coating Nickel coating
|
Temperature (°C) |
Gaz speed (m.s-1) |
Particule speed (m.s-1)
|
Flame Spray
|
2200-2800
|
100-150
|
30-70
|
Arc Plasma
|
8000-12000
|
200-1000
|
100-300
|
HVOF
|
2000-4000 |
1800-2200
|
300-700
|
Cold Spray
|
400-700
|
1000-2700
|
500-1500
|
 Top Top
|
    |